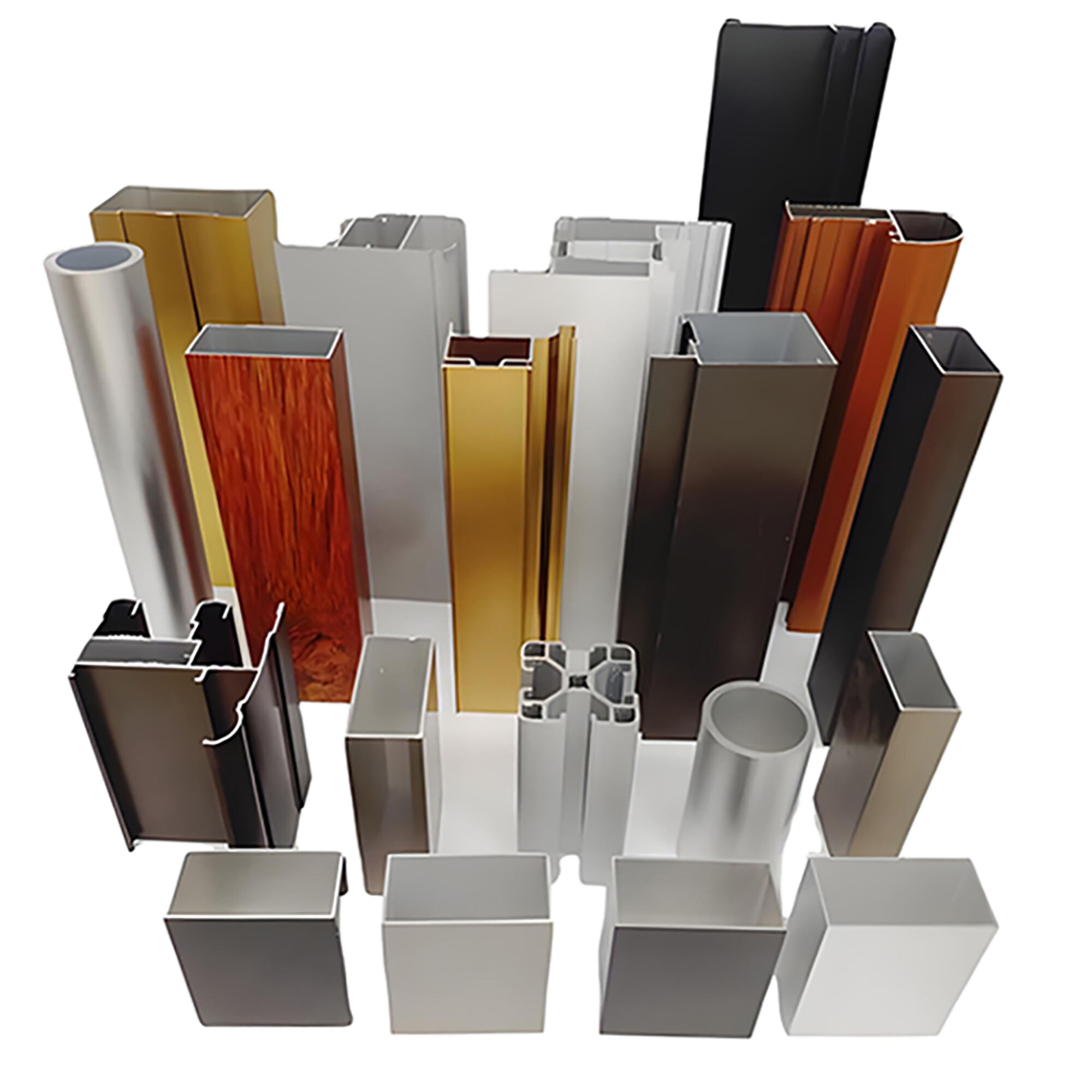
Premium aluminum materials, characterized by lightweight properties (density ~2.7 g/cm³, 1/3 of steel), high strength (enhanced via magnesium, silicon, or copper alloying), and corrosion resistance (from natural Al₂O₃ oxidation and coatings), serve as critical industrial components. Key alloy categories include 1xxx (pure Al for electrical systems), 2xxx (Cu-alloyed for aerospace), 5xxx (Mg-based for marine applications), 6xxx (Mg-Si balanced for automotive/building profiles), and 7xxx (Zn-Mg-Cu ultra-strong for aircraft), with tensile strength (200-700 MPa) and fatigue resistance ensured through vacuum casting, precision extrusion (±0.1mm tolerance), and rigorous testing (spectral/X-ray analysis). Applications span aviation (30% weight reduction), EV structures/battery trays, architectural façades (weather-resistant coatings), electronics cooling, and ultrathin packaging foil (0.006mm). Selection criteria prioritize alloy-environment compatibility (e.g., cost-efficient 6061-T6), certified suppliers (AS9100/IATF16949), and surface integrity. Future trends emphasize high-formability 6xxx/7xxx alloys and low-carbon recycled aluminum processes to meet green manufacturing demands.
Shandong RD New Material Co., Ltd. offers high-quality aluminum profiles, pipes, and custom solutions with ISO certifications. Leverage our 17 years of expertise in precision extrusion, CNC machining, and surface treatment for industries worldwide.
No.2399, Yuetan Road, High-tech Industrial Technology Development Zone, Gaomi City, Weifang City, Shandong Province, China.
Copyright © 2025 by RD Alu Group Privacy Policy